Cold chain products are increasingly being adopted in the pharmaceutical industry. These products offer unique therapeutic effects to modern-day challenges and diseases. The main requirements for these products is dedicated packaging solutions known as Cold Chain Packaging. These types of packaging can protect the product from the outside environment and maintain its design temperatures.
Cold chain packaging is becoming the norm in the pharmaceutical industry due to the industry's recent interest in innovative products such as vaccines and biotech. Cold Chain provides pharmaceutical manufacturers with a reliable option for safely delivering the product to their end-users.
What is Cold Chain Packaging
Cold Chain packaging is a specialized type capable of maintaining the inside temperature at specific levels, irrespective of the outside temperature. It protects the inside product from temperature deviations and extreme levels and keeps it at acceptable levels. Cold chain packaging is used for temperature-sensitive products that can become damaged or ineffective if specific temperature conditions are not maintained.
When delivering cold-chain drugs, the product is constantly prone to out-of-specification temperature ranges, which can be very dangerous. Cold-chain packaging provides pharmaceutical product manufacturers with an option to isolate the product from outside temperature and maintain specified ranges that can ensure product safety and quality.
For example, certain vaccines require 2°C to 8°C during their entire product life cycle. This range is often and easily maintained in the manufacturer's facility and storage. However, as soon as the vaccine leaves the facility, the outside temperature is not in this range, especially in summer or hot regions. To tackle this issue, pharmaceutical manufacturers use cold chain packaging that is capable of maintaining the vaccines in the specified range once kept at those values.
Types of Cold Chain Packaging
Different types of cold chain packaging are designed for particular applications and storage requirements. However, they are broadly categorized into Active and Passive.
Active cold chain packaging
Active cold chain packaging uses energy to power electrical and/or mechanical components, which in turn controls & maintains the temperature. These types of packaging constantly require an energy source. If an energy source is not available or if it shuts down beyond the acceptable limits, the cold chain packaging will be unable to retain the desired temperatures.
During transportation, they are plugged into a carrier power source, such as a ship, to fulfil the power requirements.
An example of active packaging is a refrigerated container, which uses refrigerant gas to control the temperature inside the container. The power to the refrigerator is provided by utilizing the logistics source. These containers are commonly used when transportation takes more time and any passive solution is not able to fulfil the cold chain requirements.
Passive cold chain packaging
Passive cold chain packaging does use electrical or mechanical temperature control units that requires energy source to operate. Instead, they use phase change materials to keep temperatures low. Some types of passive cold chain packaging include, but are not limited to
· Insulated Shipper: These cold chain packaging solutions are containers made of insulated material that can retain temperature values within the specified time and range. Their construction provides thermal insulation and prevents temperature fluctuations.
· Gel packs – These packs are water-based packaging solutions commonly used for frozen, refrigerated, or room-temperature products. Gel packs can absorb heat, preventing the inside product from the effects of high temperature. After using them for a single cycle, they can be frozen for re-use with the next cold chain shipment or requirement.
· Phase Change Material: Phase change material—PCM changes its state from liquid to solid and vice versa to provide cooling or heating effects and can be used for various purposes during cold chain packaging. When it changes its state from solid to liquid, it absorbs heat to maintain the desired low temperature. PCMs are frozen and placed inside the packaging material to provide the desired cooling effect.
· Vacuum Insulated Panels: Vacuum Insulated Panels – VIP are used as an insulation solution for different cold chain packaging, such as thermal containers and industrial freezers. VIP uses vacuum insulation to reduce thermal transfer effects inside the container. Inside these panels, a vacuum is created and sealed, making it an effective vacuum material. They can provide effective thermal insulation, reducing the thermal energy transfer effect.
How do you select cold chain packaging for your product?
Different types of cold chain packaging are actively transporting cold chain pharma products. But how do you select these?
The following are some of many criteria to consider before selecting cold chain packaging.
What are your acceptable temperature ranges?
The primary purpose of cold chain packaging is to maintain a product's specific temperature during delivery, so it makes sense to select packaging that is capable of retaining that temperature. Failure to do so will damage the product, and the selection of packaging will be in vain overall.
When selecting cold chain packaging, consider your product's acceptable temperature range. Because different cold chain products have different acceptable temperature ranges. For example, some pharma products require
· Frozen temperature ranges of about -20°C to -40°C
· Cold temperature range of about 2°C to 8 °C
· Room temperature range of up to 25°C
· Elevated temperature of 30°C and above
For each specific range, only specific cold chain packaging can work. Additionally, selecting high-level cold chain packaging for a low-level temperature range can also become costly.
What is your load?
Another parameter to consider when determining cold chain packaging is the total load or volume at transit. Cold chain packaging is available in several sizes, from some liters (and/or kg) to thousands of liters (and/or kg). The capability of a specific cold chain packaging to retain its design temperature directly depends on the product volume or load contained within it at a given time.
If the packaging is loaded at half capacity, it will require less energy to retain than if it were loaded at its full capacity. The packaging selection must also include the total load or volume during transit.
Some parameters during load selection include, but are not limited to, the following.
· What minimum and maximum load sizes would be used during the product transit? Loading greater than the maximum capacity would reduce the packaging capability , while using less than the minimum would become costly for that particular shipment or the transported items.
· Are the products being shipped with the same properties and requiring the exact temperature requirements, or are they different and requiring different temperature requirements? Although there has been a practice of using dedicated packaging for a product, in some scenarios, such as emergencies or the unavailability of resources, it becomes necessary to use the same cold chain packaging for different products.
What time will your packaging remain in the cold chain?
Pharma manufacturers have a diverse portfolio of customers, spread over various geographical locations. Some are located in easy to reach areas and take less time to get to. On the other hand, some customers are located in hard-to-reach places and take more time to go to. Or in some cases, your packaging needs to contain the product during transportation between two countries. The cold chain packaging must be capable of providing storage conditions for the time the product remains in the packaging.
Cold chain packaging must conform to your transportation time requirements. It must be able to retain the product characteristics during the entire transportation time, which can range from a few hours to many days.
Regulatory considerations
The pharma industry is are highly regulated, and every functional operation is performed according to the regulatory guidelines. The same applies to cold chain packaging, which must be operated according to the regulatory guidelines.
The cold chain solution must be selected that is capable of fulfilling relevant regulatory guidelines, such as type, design, environmental control, protection, and monitoring.
Because, incorporating regulatory features into cold chain packaging requires extra cost and expertise, which can only be made possible by an authentic and resourceful supplier. Adherence to regulatory regulations increases the trustworthiness of cold chain packaging.
Cold Chain Monitoring
Cold chain packaging must be monitored for temperature & humidity consistency to ensure product safety and quality. Its primary purpose is to determine
· If the temperature or humidity has drifted from acceptable limits.
· The deviation in these values can make a case for a defective or damaged product, which could help rectify the fault in cold chain packaging and save a patient's life.
· During transportation or storage, the temperature control feature can become erratic, or the packaging itself may not be receiving cold temperatures.
To counter this problem, monitoring systems are deployed in the cold chain packaging to detect temperature deviation inside. Some common types of monitoring systems include, but are not limited to, the following
· A data logger – it continuously records temperature over time, and stores the value inside the memory of data logger. the data can be downloaded later on for analyzing the overall temperature performance or detect fault
· AI-based monitoring, consisting of smart sensors capable of transmitting real-time values. It allows to detect deviation on time and implement relevant rectification problems.
· Chemical indicators
· Electronic freeze sensor
About the Author:
Muhammad Asim Niazi has a vast experience of about 11 years in a Pharmaceutical company. During his tenure he worked in their different departments and had been part of many initiatives within the company. He now uses his experience and skill to write interested content for audiences at PharmaSources.com.




 ALL
ALL Pharma in China
Pharma in China Pharma Experts
Pharma Experts Market News
Market News Products Guide
Products Guide Brand Story
Brand Story
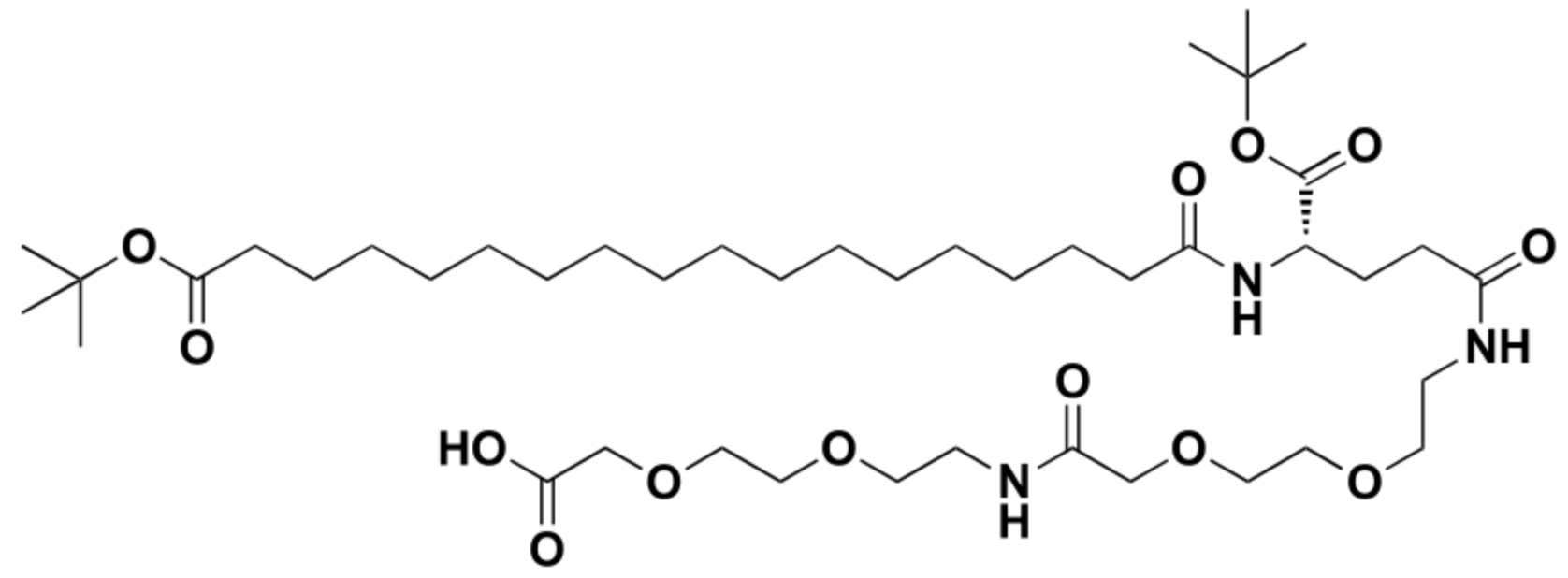

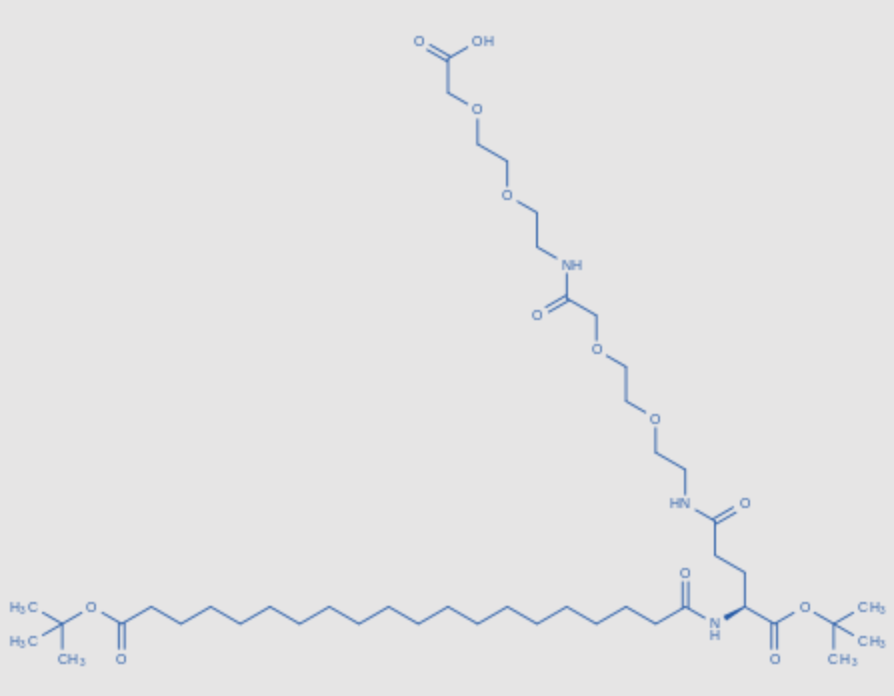
![Fmoc-L-Lys[Oct-(otBu)-Glu-(otBu)-AEEA-AEEA]-OH](https://eimg.pharmasources.com/image/product/20250822/9c9d19832541c11c9496d833e386758fjpg)

























 Pharma Sources Insight July 2025
Pharma Sources Insight July 2025








